



Why CNC Spindle Bearing Preload Determines Your Machining Success
CNC spindle bearing preload is the controlled axial force applied to spindle bearings that removes internal clearance and keeps rolling elements in constant contact with bearing races. This predetermined load directly impacts your spindle’s rigidity, accuracy, and bearing life.
Quick Answer for CNC Spindle Bearing Preload:
– What it is: Axial force that eliminates bearing clearance through elastic deformation
– Why it matters: Controls rigidity, surface finish quality, and bearing lifespan
– Typical tolerance: Must be set within 2 microns (0.000078″) for precision spindles
– Safe temperature: Bearing housing should stay below 120-130°F during operation
– Common methods: Rigid preload (spacers), spring preload, or hydraulic preload
Think of preload like tuning a guitar string. Too loose and you get poor performance with vibration and chatter. Too tight and you risk overheating and premature failure. The sweet spot delivers maximum rigidity and accuracy.
Modern CNC machining demands micron-level precision. Without proper preload, your spindle bearings develop clearance that translates directly into part quality issues. Ball skip, poor surface finish, and reduced tool life all stem from inadequate preload control.
The stakes are high in industrial manufacturing. A single spindle failure can halt production for days while you wait for repairs. Understanding preload fundamentals helps you prevent these costly breakdowns and maintain the accuracy your aerospace, medical, or automotive customers demand.
CNC spindle bearing preload terminology:
– CNC Machine Spindle
– maximum spindle speed in cnc machine
– machine spindle
CNC Spindle Bearing Preload Essentials
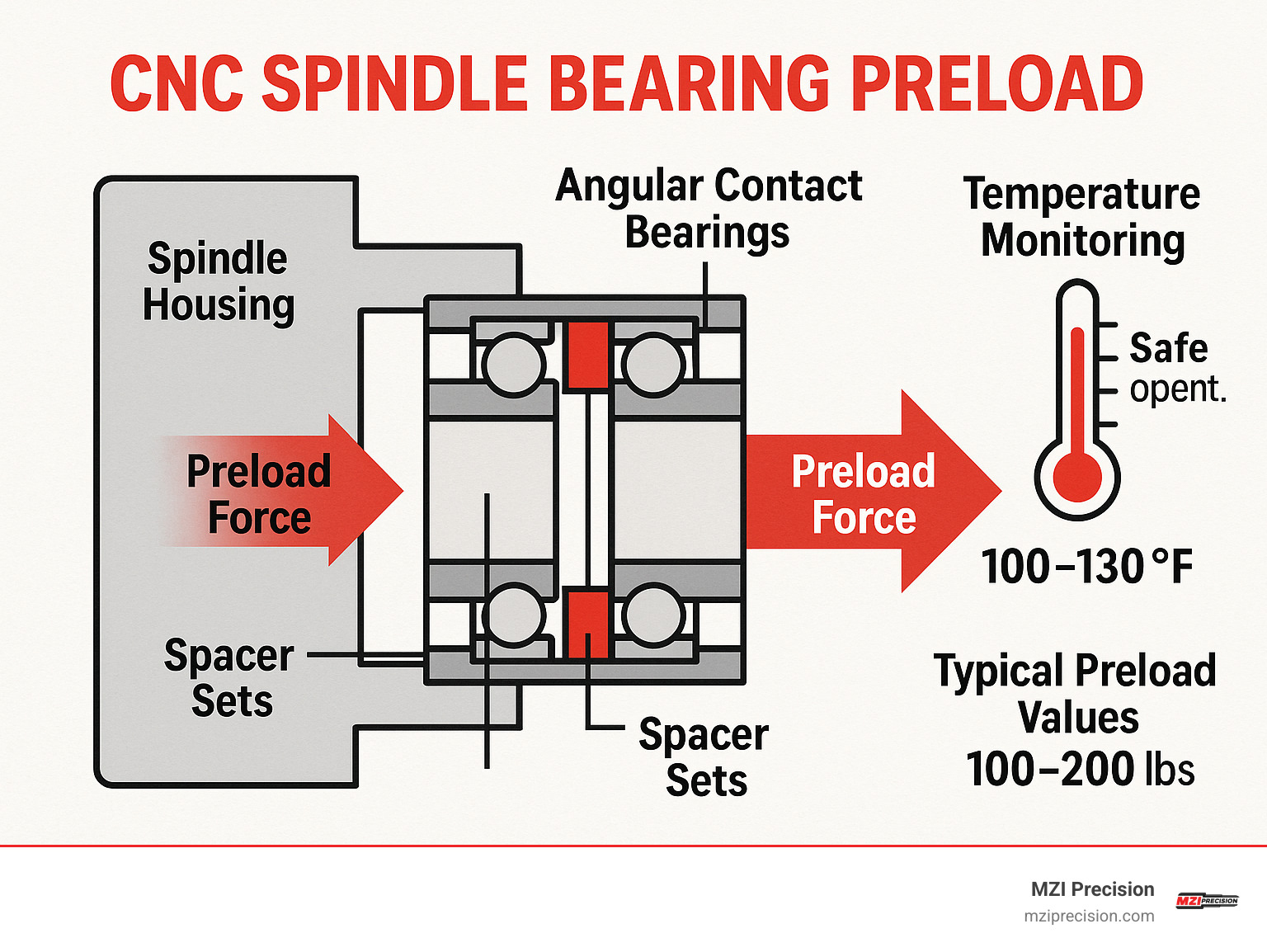
When you’re working with precision industrial manufacturing spindles, understanding CNC spindle bearing preload means getting familiar with the specific bearing types that make it all possible. Most high-precision spindles rely on angular contact bearings or tapered roller bearings – and there’s a good reason for this choice.
These bearing types have a unique characteristic: they generate internal axial loads that are proportional to their radial loads. Think of it as a built-in amplification system that makes preload control absolutely critical for getting the performance you need from your spindle.
Preload creates what engineers call “negative clearance” – essentially a controlled interference that keeps rolling elements in constant contact with their raceways. Unlike standard radial ball bearings that have built-in clearance for free movement, preloaded bearings eliminate this clearance entirely.
The physics behind this are actually pretty straightforward. When you apply an axial load through preload, it causes elastic deformation between the rolling elements and raceways. This controlled deformation creates the spring-like stiffness that gives your spindle its rigidity curve. Scientific research on spindle preload behavior confirms that temperature rise increases almost linearly with both axial preload and rotating speed.
Here’s where precision really matters: most super precision spindle bearings for industrial manufacturing are manufactured for light preload, with spacer sets ground to within 2 microns. The relationship between spacer sizes directly affects your preload. If the outer spacer is smaller than the inner spacer, you’ll get less preload. If the outer spacer is larger, preload increases. Both conditions change spindle stiffness and can significantly impact bearing life expectancy.
How CNC spindle bearing preload impacts accuracy
Your machining accuracy depends heavily on CNC spindle bearing preload, and it affects your results through three key ways that directly impact your bottom line.
Stiffness is everything when you’re chasing micron tolerances. Proper preload increases spindle stiffness by maintaining that constant contact between rolling elements and races. Without this contact, you get deflection under cutting loads that shows up as dimensional variations in your finished parts. Nobody wants to explain to an aerospace customer why their parts are out of spec.
Vibration control becomes critical as speeds increase. Preloaded bearings simply cannot develop the clearance that allows unwanted shaft movement and vibration. Research consistently shows that optimal preload significantly reduces radial vibration, especially when your spindle passes through critical speeds during acceleration.
Surface finish quality takes a direct hit when preload isn’t right. Without adequate preload, bearings develop what’s called “ball skip” – rolling elements lose contact and begin sliding instead of rolling smoothly. This creates irregular vibration that transfers straight to your cutting tool, and you’ll see it immediately in degraded surface finish quality.
We’ve worked on spindles where surface finish defects on critical aerospace components traced back to nothing more than insufficient spindle preload. When you’re working with the micron-level tolerances that precision manufacturing demands, there’s simply no room for bearing clearance issues.
CNC spindle bearing preload vs. operating temperature
Temperature management represents one of the most critical aspects of CNC spindle bearing preload, and the relationship between the two is more predictable than you might think. Research demonstrates that temperature rise in spindle bearings increases almost linearly with both axial preload and rotating speed.
The safe operating range keeps bearing housing temperatures between 120°F and 130°F (49°C to 54°C) after extended high-speed operation. When temperatures climb higher than this range, you’re typically looking at excessive preload that will cause premature bearing failure – and nobody wants to deal with that kind of downtime.
This linear relationship actually works in your favor for monitoring bearing health. An infrared temperature gun pointed at the bearing housing during operation gives you immediate feedback on preload conditions. If temperatures climb rapidly from a cold start, you likely have excessive preload that needs attention.
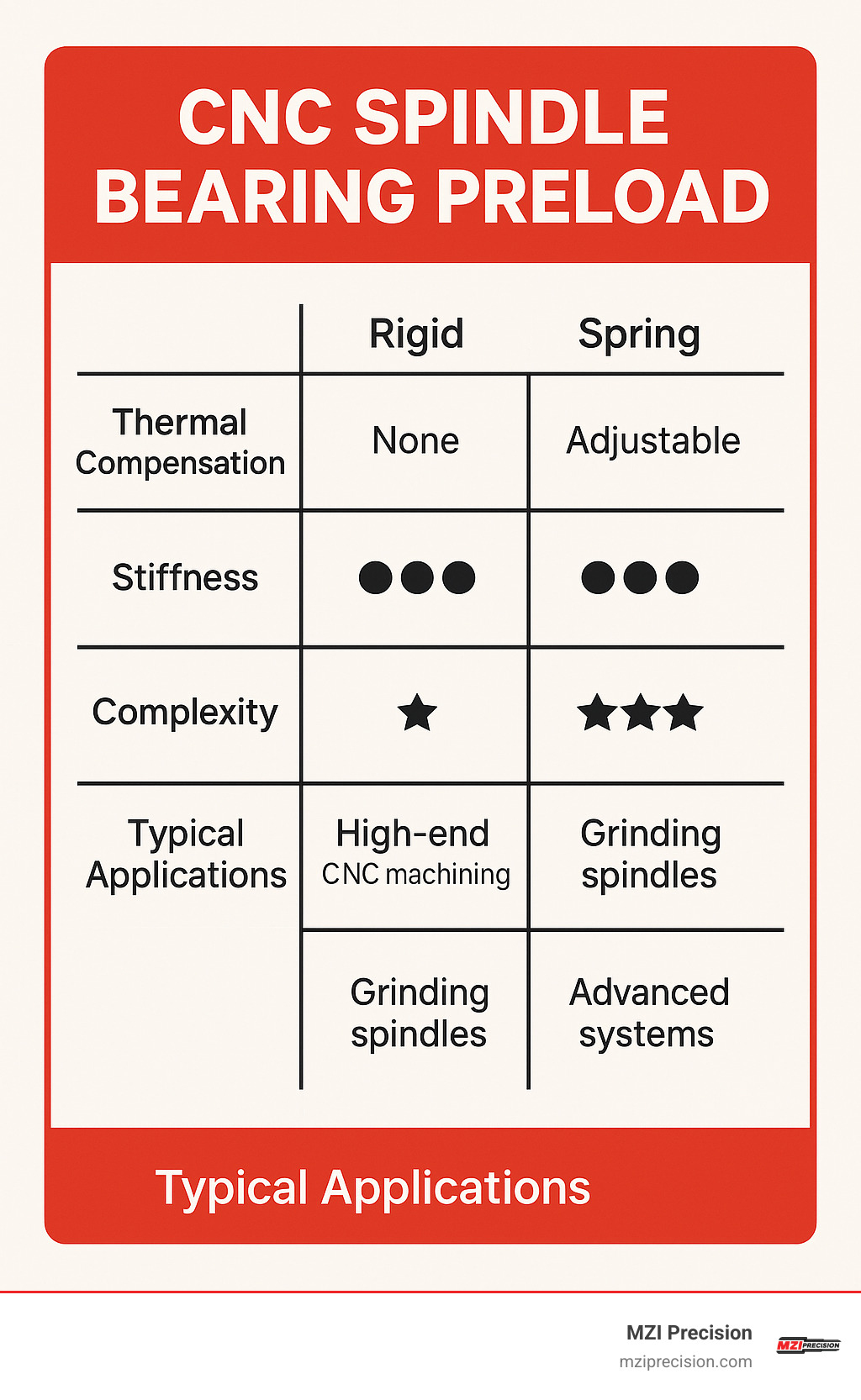
Thermal expansion adds another layer of complexity during operation. As your spindle heats up, different thermal expansion rates between the shaft, housing, and bearings can increase or decrease the actual preload force. This is exactly why spring preload systems are often preferred for applications with significant thermal cycling – they automatically compensate for these temperature-related changes.
Types of Preload & Bearing Arrangements
When it comes to CNC spindle bearing preload, you have three main systems to choose from, and each one serves different needs in industrial manufacturing applications.
Rigid preload (also called solid preload) is the workhorse of precision machining. This system uses precision-ground spacers or threaded adjustments to lock in a specific preload force that stays constant. Think of it as setting your spindle’s “personality” once and keeping it that way. Most high-end CNC machining centers rely on rigid preload because it delivers maximum stiffness when you need consistent performance.
The beauty of rigid preload lies in its predictability. Once you set it correctly, it maintains that exact force regardless of what’s happening around it. This makes it perfect for climate-controlled shops where temperatures stay relatively stable.
Spring preload takes a different approach by using spring packs to maintain relatively constant pressure even when things heat up or cool down. It’s like having a shock absorber that automatically adjusts to changing conditions. Small grinding spindles often use this system because thermal compensation becomes critical at high speeds.
Here’s a pro tip we’ve learned from years of spindle rebuilding: springs must be carefully matched. We always recommend ordering 30-40% extra springs and discarding any that deviate more than 1-2% from the mean length. Mismatched springs create uneven loading that shortens bearing life.
Hydraulic preload represents the cutting edge of preload technology. These systems use hydraulic pressure to adjust preload dynamically based on what your spindle is doing. Advanced hydraulic systems can apply low preload when passing through critical speeds, then increase it for optimal performance during actual machining.
The way you arrange your bearings matters just as much as the preload method you choose. Back-to-back (DB) arrangements mount angular contact bearings with their contact angles opposing each other. This creates excellent rigidity against tilting moments while minimizing radial displacement. It’s the gold standard for precision spindles in industrial manufacturing.
Face-to-face (DF) arrangements flip this concept by mounting bearings with contact angles facing each other. While less common in spindle applications, DF arrangements work well when space constraints require compact designs.
Tandem arrangements line up multiple bearings in the same direction to handle heavy axial loads. You’ll often see tandem combined with back-to-back arrangements in high-load industrial applications where both axial capacity and rigidity matter.
Choosing the right combination depends on your specific load requirements and space constraints. For most precision machining applications, back-to-back arrangements with rigid preload deliver the performance you need. But every spindle has its own personality, and understanding these options helps you make the right choice for your application.
Setting and Adjusting CNC Spindle Bearing Preload
Getting CNC spindle bearing preload right is where the rubber meets the road in industrial manufacturing spindle work. This isn’t a job for guesswork – we’re talking about micron-level precision that can make or break your machining operations.
The spacer grinding method stands as the gold standard for precision spindle assembly. Here’s where things get interesting: you’re essentially creating custom-fit components that work together like a Swiss watch. Both inner and outer spacers need to be match-ground to within just a few microns of each other.
Think about that for a moment – we’re talking about tolerances smaller than a human hair’s width. The spacers get checked for parallelism at multiple points around their circumference, then hand-lapped for that final touch. It’s meticulous work, but it’s what separates professional spindle rebuilding from amateur hour.

For industrial manufacturing spindles with tapered roller bearings, the lock-nut torque method offers a different approach. You tighten the precision lock nut until you feel that specific drag – and yes, this really does require a trained touch – then back off exactly one flat of the nut. Experienced technicians develop a feel for this over years of work.
The axial displacement test gives you the most reliable verification of your preload setup. Using dial indicators, you measure how much the spindle moves under controlled force. The sweet spot typically falls between 0.0005″ and 0.00075″ (that’s 12.7 to 19 microns) when you apply moderate force with a pry bar. Here’s the key point: you want some movement. If the assembly feels completely solid, you’ve gone too far and risk overheating.
Some shops use the ballscrew stretch method for thrust bearing applications. This involves measuring how much the ballscrew actually elongates under preload – usually between 0.0004″ and 0.0015″ depending on your specific machine and screw length. It’s a direct way to measure the actual force you’re applying.
Measuring tools for CNC spindle bearing preload
Professional CNC spindle bearing preload work demands the right tools, and there’s no substitute for quality here. Force gauges give you direct measurement of preload force in pounds or Newtons – no guessing involved. When you’re rebuilding industrial manufacturing spindles worth tens of thousands of dollars, this precision pays for itself quickly.
Dial test indicators become your best friend for measuring axial displacement. You need high-resolution indicators that read to 0.0001″ (2.5 microns) minimum. Anything less precise just won’t cut it for this level of work.
Temperature monitoring tools like thermocouples and infrared guns help verify that your preload settings won’t cook the bearings during operation. Thermocouples give you continuous monitoring during test runs, while IR guns let you do quick spot checks throughout the process.
Don’t forget about micrometers and height gauges for measuring those spacer dimensions. Digital micrometers with 0.0001″ resolution are the minimum you should consider. You’re working to micron tolerances – your measuring tools need to match that precision.
Field methods when OEM data is absent
Sometimes you inherit an industrial manufacturing spindle with zero documentation. The original manufacturer might be out of business, or the paperwork got lost decades ago. That’s when experienced technicians fall back on proven field methods for CNC spindle bearing preload.
The temperature watch method becomes your safety net. Run the spindle at service speed while keeping an infrared gun trained on the bearing housing. Safe preload typically keeps temperatures below 120-130°F. If you see rapid temperature climbing or readings that exceed safe limits, back off the preload incrementally until things stabilize.
The endplay test using a pry bar and dial indicator gives you quantitative feedback even without OEM specs. That 0.0005″ to 0.00075″ endplay range works for most applications, but the critical thing is ensuring some movement exists. Zero endplay means you’re headed for trouble.
For a quick friction test, try the simple spin/bind assessment. The spindle should turn with slight resistance but never bind up or spin completely free. This method requires experience to interpret correctly, but it provides immediate feedback during your adjustment process.
When all else fails, some old-school technicians use the string and scale method borrowed from truck axle assembly. You wrap string around the bearing housing and measure pull force with a spring scale. It might seem crude compared to digital force gauges, but it gives you actual numbers when other methods aren’t available.
Scientific research on spacer sleeve adjustment provides additional technical background for those who want to dive deeper into the engineering principles behind these methods.
Troubleshooting Preload-Related Issues
When your industrial manufacturing spindle starts acting up, CNC spindle bearing preload problems are often the culprit. The good news? These issues create predictable symptoms that make diagnosis straightforward once you know what to look for.
Think of troubleshooting preload like being a detective. Each symptom tells part of the story, and modern diagnostic tools give you the evidence you need to solve the case quickly.
Vibration analysis has revolutionized spindle diagnostics. Spectrum analysis reveals bearing-related frequencies that pinpoint preload problems with scientific precision. When bearings have insufficient preload, you’ll see irregular vibration patterns from ball skip. Too much preload shows up as liftd overall vibration levels accompanied by that telltale rapid temperature climb.
Noise signature recognition remains one of the fastest diagnostic methods. Properly preloaded bearings run quietly with just a gentle whir. Start hearing grinding or squealing sounds? That’s usually insufficient lubrication combined with incorrect preload. Rumbling or growling noises suggest bearing damage that likely started with prolonged operation under improper preload conditions.
Thermal monitoring provides real-time feedback that takes the guesswork out of preload diagnosis. Modern industrial manufacturing spindles often include embedded thermocouples or wireless sensors that track bearing temperatures throughout entire machining cycles. An infrared temperature gun works just as well for quick spot checks during troubleshooting.

Diagnosing too much preload
Excessive CNC spindle bearing preload creates a distinctive pattern of symptoms that experienced technicians spot immediately. The signs are unmistakable once you know what you’re looking for.
Temperature tells the whole story. Bearing housing temperature climbs rapidly from startup and often exceeds 130°F during what should be normal operation. This isn’t gradual warming – it’s a steady, linear temperature rise that indicates constant heat generation from excessive friction.
Your motor works harder than it should. High amperage draw becomes obvious as the motor struggles to overcome additional friction from over-preloaded bearings. This shows up as higher power consumption during both startup and steady-state operation. Your electrical bills might even reflect this increased energy usage.
Bearings fail faster than they should. Over-preloaded bearings develop fatigue cracks and spalling much sooner than properly loaded ones. The constant stress accelerates material fatigue in both races and rolling elements. What should last years might fail in months.
Tools wear out too quickly. Excessive preload creates vibration and heat that transfer directly to cutting tools, reducing their effective life and degrading surface finish quality. If you’re replacing tools more often than usual, check your preload.
Diagnosing too little preload
Insufficient CNC spindle bearing preload creates different but equally problematic symptoms. These issues often show up in part quality before you notice mechanical problems.
Surface finish quality suffers first. Inadequate preload allows bearing clearance that creates tool chatter during cutting operations. This shows up immediately in surface finish quality and dimensional accuracy. Your parts might still be within tolerance, but they won’t have that mirror-like finish you expect.
You can actually measure the problem. A dial indicator placed against the spindle flange will show excessive movement when you apply force with a pry bar. Any movement beyond 0.00075″ typically indicates insufficient preload. This is one of the few spindle problems you can literally see happening.
Vibration patterns look chaotic. Ball skip from insufficient preload creates irregular vibration patterns that show up in spectrum analysis as multiple frequency peaks rather than the clean bearing frequencies you want to see. It’s like comparing static to a clear radio signal.
Fretting damage develops slowly but surely. Insufficient preload allows micro-movement between bearing components, leading to fretting corrosion and eventual bearing failure. This damage appears as dark, oxidized areas on bearing races – damage that’s expensive to repair and completely preventable with proper preload.
Best Practices & Pro Tips
Getting CNC spindle bearing preload right consistently requires more than just following procedures – it demands creating the right environment and developing professional habits that ensure success every time.
Climate control makes all the difference during assembly. We’ve learned this lesson the hard way over years of spindle rebuilds. Keep your assembly area between 68-72°F with minimal temperature swings. Even a few degrees of change can throw off the micron-level precision you need for proper preload. It might seem like overkill, but when you’re working with tolerances measured in millionths of an inch, every detail matters.
Match-ground spacers are non-negotiable for precision work. These spacer sets must be ground as perfectly matched pairs to within 2 microns – that’s about 1/12th the thickness of a human hair. Never mix inner and outer spacers from different sets, no matter how tempting it might be when you’re missing a piece. This destroys the precision that took hours to achieve during manufacturing.
During disassembly, keep spacer sets together and mark them clearly. We use permanent markers and storage bags to prevent mix-ups. It’s a simple step that saves enormous headaches during reassembly.
Spring replacement requires a mathematician’s approach. When dealing with spring preload systems, order 30-40% more springs than you actually need. This isn’t waste – it’s quality control. Measure every spring and group them by length, then discard any that deviate more than 1-2% from the average. This ensures uniform load distribution across all spring elements, preventing the uneven wear that kills bearings prematurely.
Advanced preload strategies are emerging from recent research. Scientific research on spacer sleeve adjustment shows promising results from applying low preload when passing through critical speeds, then increasing preload at other operating speeds. This approach reduces both vibration and temperature rise, though it requires sophisticated hydraulic control systems.
Documentation saves time and money on future rebuilds. Take extensive photos during every step of disassembly. Record bearing stack order, spacer arrangements, and any unique features you find. Document all measurements and preload settings in a logbook that stays with the spindle. This information becomes invaluable during the next rebuild cycle.
Coordinate preload with lubrication for optimal performance. Higher preload generates more heat and demands more aggressive lubrication. Make sure your lubricant selection and flow rates match your preload settings. We’ve seen perfectly preloaded spindles fail because the lubrication system couldn’t handle the additional heat load.
Multiple verification methods provide confidence in your work. Never rely on just one measurement to confirm proper CNC spindle bearing preload. Use temperature monitoring, axial displacement measurement, and operational testing together. Each method tells part of the story, but only together do they give you the complete picture of whether your preload is correct.
Frequently Asked Questions about CNC spindle bearing preload
What happens if preload is set incorrectly?
Getting CNC spindle bearing preload wrong is like trying to tune a piano with a hammer – the results are immediate and unforgiving. When preload is too light, your spindle develops the bearing clearance that turns precision machining into guesswork.
Too little preload allows tool chatter that shows up instantly in surface finish quality. Your parts start coming out with dimensional variations that send quality control into overdrive. The spindle loses its rigidity under cutting loads, and suddenly your aerospace or medical device components don’t meet spec.
We’ve seen shops chase surface finish problems for weeks, replacing tools and adjusting feeds, only to find the real culprit was insufficient bearing preload. The spindle simply couldn’t maintain the micron-level stability that precision manufacturing demands.
Excessive preload creates the opposite problem but with equally devastating results. CNC spindle bearing preload that’s too high generates heat that can cook your bearings in a matter of hours. The temperature rise follows that linear relationship with preload – even small errors can push operating temperatures into the danger zone above 130°F.
Ball skip represents one of the sneakiest problems from insufficient preload. Rolling elements lose contact intermittently, creating vibration that comes and goes unpredictably. This makes diagnosis frustrating because the symptoms change with spindle speed and cutting loads.
How do thermal changes alter preload during long runs?
Here’s where CNC spindle bearing preload gets interesting – what you set during assembly isn’t necessarily what you get during operation. Thermal expansion plays havoc with preload as your spindle heats up during extended production runs.
Different materials expand at different rates, and this creates a moving target for preload. The shaft typically grows faster than the housing, which usually increases preload in rigid systems. This explains why some spindles run beautifully during setup but develop problems during long machining cycles.
We’ve diagnosed spindles that passed all startup tests but failed after several hours of operation. The culprit was thermal expansion pushing preload from acceptable into excessive ranges. The bearings literally cooked themselves as temperatures climbed beyond safe limits.
Spring preload systems handle thermal changes much better because they automatically adjust as dimensions change. The springs compress or extend to maintain relatively constant force despite thermal expansion. This makes them particularly valuable for applications with significant temperature swings.
Back-to-back bearing arrangements can actually see preload reduction from axial thermal growth, while face-to-face configurations typically see increases. Understanding these thermal effects helps predict how your CNC spindle bearing preload will behave throughout the operating cycle.
Does high-speed machining require different preload levels?
High-speed machining throws another wrench into CNC spindle bearing preload optimization. Centrifugal forces start affecting rolling elements at high speeds, effectively reducing the preload you carefully set during assembly.
Think of it like a carnival ride – as speed increases, centrifugal forces try to throw the balls outward, reducing their contact with the inner race. This means spindles designed for high-speed operation often need higher starting preload to compensate for these centrifugal effects.
The challenge is finding that sweet spot between insufficient preload at operating speed and excessive preload during startup. It’s a narrow window that requires careful calculation and testing to get right.
Research shows that temperature rise increases almost linearly with both preload and rotational speed. This makes preload selection even more critical for high-speed applications where thermal management becomes paramount.
Variable preload systems offer the most neat solution for high-speed industrial manufacturing spindles. These systems can apply optimal preload at each speed range – lighter preload during acceleration through critical speeds and higher preload during steady-state operation.
The alternate preload strategy shows particular promise for high-speed applications. By reducing CNC spindle bearing preload when passing through critical speeds, both vibration and temperature rise decrease significantly. Higher preload at other speeds maintains the stiffness needed for precision while keeping bearing temperatures manageable.
Conclusion
Getting CNC spindle bearing preload right is like finding the perfect balance point on a tightrope. Too far in either direction and everything falls apart. But when you nail it, your industrial manufacturing spindles hum along with the precision and reliability that keeps production lines moving.
The beauty of proper preload setup lies in its lasting impact. This is truly a one-time investment that keeps paying dividends for years. Extended service life, improved accuracy, and consistent part quality all flow from those initial hours spent getting preload exactly right.
Think about it – every precision part your spindle produces depends on those micron-level adjustments made during preload setup. Whether you’re machining aerospace components that demand absolute precision or defense parts where failure isn’t an option, proper preload forms the foundation of quality.
The challenge is that preload setup separates the professionals from the well-meaning amateurs. Those micron tolerances don’t forgive shortcuts or guesswork. When preload problems show up on your production floor, having the right expertise makes the difference between a quick fix and days of costly downtime.
Temperature monitoring, precision spacer grinding, careful measurement techniques – these aren’t just technical requirements. They’re the building blocks of spindle reliability that keeps your manufacturing operation competitive.
At MZI Precision, we’ve seen how proper CNC spindle bearing preload transforms spindle performance. Our work with aerospace, defense, and precision manufacturing customers has taught us that preload mastery requires both technical knowledge and practical experience.
The stakes are simply too high to leave preload to chance. When your industrial manufacturing spindles are the heart of your production process, you need partners who understand that preload isn’t just about bearings – it’s about keeping your entire operation running smoothly.
More info about spindle services – find how MZI Precision can help you master preload and keep your industrial manufacturing spindles running flawlessly. Whether you need emergency repairs, planned rebuilds, or preload optimization, our team brings the expertise to keep your production running smoothly.