



Precision in Motion: Understanding 3 Axis Servo Control
If you’re looking for a 3 axis servo motor controller for your CNC machine, here are the key points to understand:
What is a 3 axis servo motor controller?
– A specialized electronic device that precisely controls the position, velocity, and torque of three servo motors simultaneously
– Enables coordinated X, Y, and Z axis movement in CNC machines and automation systems
– Features closed-loop feedback through encoders for high accuracy
Key considerations when purchasing:
1. Communication protocols (EtherCAT, CANopen, USB)
2. Current rating (typically 3A-20A per axis)
3. Voltage range (commonly 12V-72V)
4. Feedback types supported (incremental, absolute encoders)
5. Software compatibility and tuning tools
When it comes to precision manufacturing, few components are as critical as the motion control system. A 3 axis servo motor controller sits at the heart of CNC machines, coordinating the precise movements that transform raw materials into finished parts.
Unlike single-axis controllers, 3-axis controllers offer significant advantages in synchronization, space efficiency, and cost-effectiveness. By managing all three axes from a single unit, these controllers achieve interpolated motion—the smooth, coordinated movement across multiple axes that creates complex geometries.
For industrial manufacturing applications, selecting the right controller isn’t just about specifications—it’s about reliability, support, and compatibility with your existing infrastructure.
3 axis servo motor controller vocab explained:
– ac servo motors
– cnc motors
– servo motor in cnc
What Is a 3 Axis Servo Motor Controller?
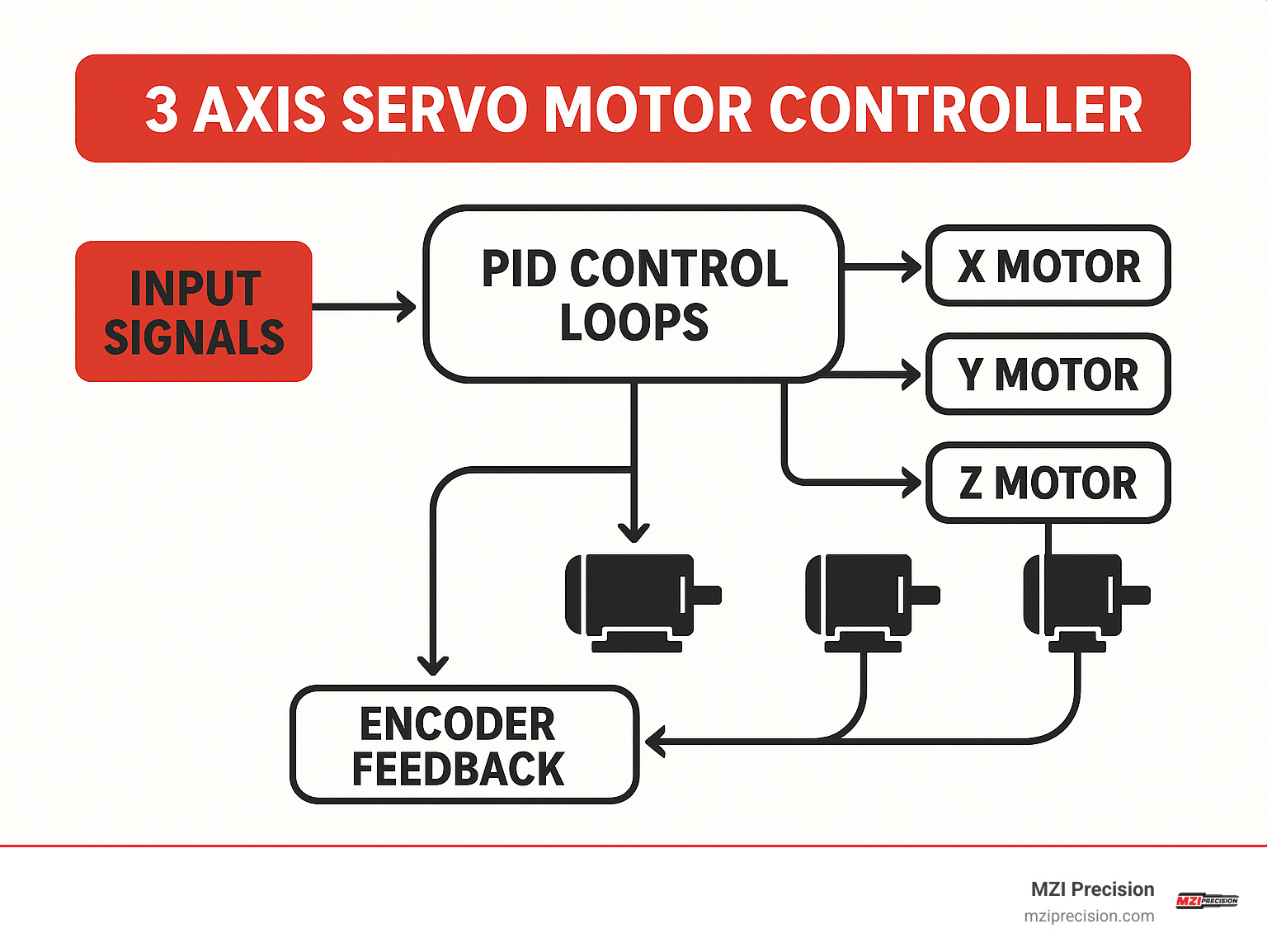
A 3 axis servo motor controller is the brain behind precision manufacturing equipment. Think of it as the conductor of an orchestra – but instead of musicians, it’s coordinating three servo motors to perform in perfect harmony. These sophisticated controllers use closed-loop PID (Proportional-Integral-Derivative) control, constantly checking encoder feedback to ensure each motor is exactly where it should be.
What makes these controllers special is their ability to coordinate movement across all three axes simultaneously. This synchronization enables your machine to perform complex maneuvers like:
- Cutting perfect straight lines between two points (linear interpolation)
- Creating smooth arcs and circles (circular interpolation)
- Producing spiral movements by combining circular motion with linear feed (helical interpolation)
For industrial manufacturing spindles in CNC applications, this level of coordination is essential. Modern 3 axis servo motor controllers can achieve positioning accuracy measured in microns while handling motor speeds up to 3,000 RPM during rapid movements.
How a 3 Axis Servo Motor Controller Works
Imagine three nested control loops working together like a well-oiled machine – that’s essentially how a 3 axis servo motor controller functions:
The innermost loop, called the current loop, is the speedster of the group. Running at a blazing 10-20 kHz, it controls motor torque by carefully regulating current to each motor’s windings. Next comes the velocity loop, operating at 1-2 kHz, which manages speed, ensuring smooth acceleration and deceleration. Finally, the position loop runs at 250-500 Hz, constantly comparing actual position to commanded position and making tiny adjustments to keep everything on track.
The magic happens when the controller receives position commands (typically as G-code instructions) and translates them into coordinated motion profiles. Communication between the controller and servo drives happens via lightning-fast fieldbus protocols like EtherCAT, achieving cycle times as low as 1 millisecond.
Why Choose 3 Axes in One Box?
Opting for an integrated 3 axis servo motor controller instead of three separate single-axis controllers is like choosing a Swiss Army knife over three separate tools – it’s simply more practical for several compelling reasons:
Space savings are substantial – typically 30-40% less cabinet space than three individual controllers.
Energy efficiency gets a nice boost thanks to the shared DC bus architecture. When one axis decelerates, the regenerative energy can power other axes instead of being wasted as heat, improving efficiency by up to 25%.
Tighter synchronization comes naturally when all three axes are managed by a single processor. This reduces path following errors by up to 30%, resulting in smoother motion and better surface finishes on machined parts.
Wiring complexity drops significantly with fewer components, meaning less installation time and fewer potential points of failure.
| Feature | 3-Axis Integrated Controller | Three Single-Axis Controllers |
|---|---|---|
| Cabinet Space | 40% less | Baseline |
| Wiring Complexity | Simplified | Complex |
| Inter-Axis Coordination | Optimized | Requires additional synchronization |
| Energy Efficiency | Higher (shared DC bus) | Lower (separate power stages) |
| Thermal Management | Centralized | Distributed |
| Cost per Axis (Volume) | $75-$350 | $300-$400 |
Best 3 Axis Servo Motor Controller Options at a Glance
When it’s time to choose a 3 axis servo motor controller for your industrial manufacturing system, you’ll find several distinct designs on the market. Each architecture offers its own set of advantages depending on your specific application needs.

Embedded PCB-Level 3 Axis Servo Motor Controller
For machine builders looking to integrate motion control directly into their equipment, PCB-level controllers are like the secret ingredient in a master chef’s recipe – they blend seamlessly into your design.
These compact solutions offer the lowest per-axis cost when produced in volume, typically running $75-$150 per axis. Their minimal footprint makes them perfect for tight spaces, while direct integration with your machine’s electronics reduces noise and latency – crucial for precision work.
While developing a fully custom controller from scratch demands 34-58 months of engineering time, a “blend” approach using PCB-mountable motion modules can cut this down to 16-22 months while keeping costs reasonable at $250-$350 per axis.
Want to learn more about the build vs. buy decision? Check out this on-demand webinar about building versus buying a three-axis motion controller.
Compact Drive-Plus-Controller Modules
Think of these modules as the Swiss Army knives of motion control – they combine both controller and drive functions in one tidy package, striking a perfect balance between integration and flexibility.
These DIN-rail mountable units slip easily into control cabinets, saving precious space. With the drive components built right in, you won’t need separate servo drives cluttering up your setup. Most offer fieldbus connectivity through protocols like EtherCAT and CANopen, making them friendly neighbors to your existing PLCs.
One of the cleverest features is their energy-sharing capability via a common DC bus. When one axis is slowing down (generating power), another can use that energy – it’s like carpooling for electricity!
Industrial Rack-Mount 3 Axis Servo Motor Controller
When the going gets tough, these robust controllers shine. Think of them as the heavy-duty pickup trucks of the controller world – built for power, durability, and expandability in demanding industrial environments.
3 axis servo motor controllers in rack-mount form deliver impressive muscle, handling up to 4.4 kW per axis. Their ruggedized design shrugs off harsh conditions, whether it’s vibration, dust, or temperature swings that would make lesser controllers sweat.
Advanced safety features compliant with IEC-61508 standards keep your operation protected, while sophisticated synchronization capabilities make these controllers particularly adept at handling gantry applications where precise coordination is non-negotiable.
For heavy-duty machining centers or environments where conditions are less than ideal, these robust controllers deliver reliability when it matters most.
Key Features & Specs to Compare Before You Buy
When shopping for a 3 axis servo motor controller for your industrial manufacturing needs, you’ll want to pay attention to several key specifications that can make or break your application’s performance.
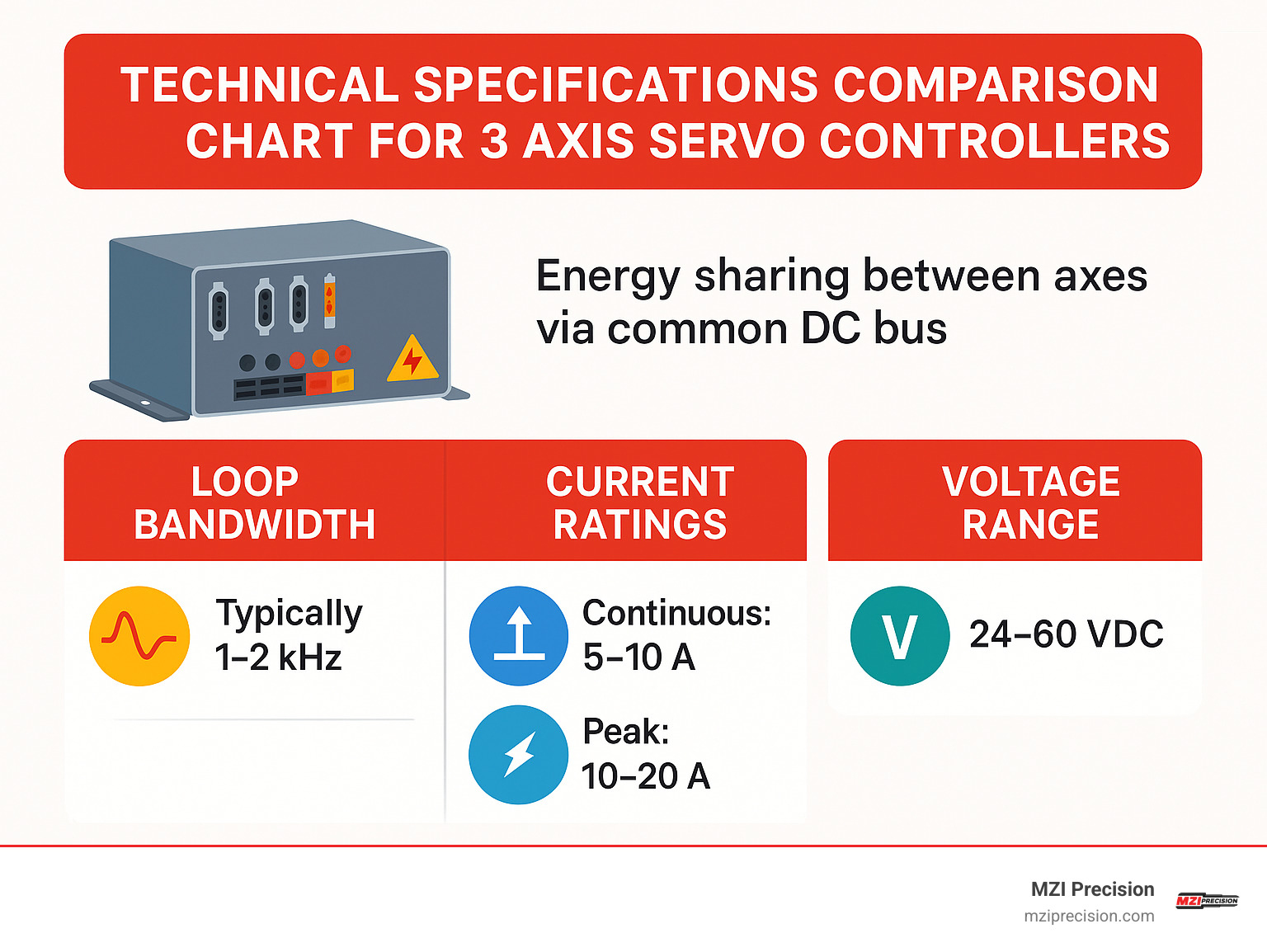
First, consider the loop bandwidth – essentially how quickly your controller responds to position errors. For precision machining, you’ll want something in the 1-2 kHz range. Faster bandwidth means quicker corrections and smoother operation.
Current ratings matter tremendously and come in two flavors: continuous (what the controller can handle all day long) and peak (available for those moments when your axis needs extra oomph for acceleration). Most industrial applications need between 3-20A per axis.
Don’t overlook the voltage range compatibility. Most controllers operate somewhere between 12-72V, with industrial systems typically running at 24V, 48V, or 72V.
Your feedback system needs to speak the same language as your controller. Modern controllers support various encoder types – from incremental (quadrature) to sophisticated absolute encoders (SSI, BiSS, EnDat) and sometimes resolvers.
In today’s industrial environment, safety features aren’t optional – they’re essential. Look for controllers offering Safe Torque Off (STO), robust over-current protection, and compliance with safety standards like IEC-61508.
Your controller’s fieldbus options determine how it communicates with the rest of your automation system. EtherCAT is the gold standard for high-performance applications, offering cycle times as low as 1ms with rock-solid deterministic performance. CANopen provides a more economical but still robust option.
Finally, consider the environmental specifications – will your controller thrive in your shop conditions? Industrial-grade controllers should function reliably in temperatures from 0-50°C, with ruggedized versions rated for even wider ranges.
Communication Interfaces Every 3 Axis Servo Motor Controller Should Support
The way your 3 axis servo motor controller talks to the rest of your system can dramatically impact performance and integration ease:
EtherCAT has become the protocol of choice for high-performance CNC applications. With cycle times as low as 1ms and truly deterministic performance, it’s ideal when you need multiple axes moving in perfect harmony – crucial for precision industrial manufacturing spindles.
CANopen remains a solid, cost-effective option with widespread support across the industrial automation landscape.
Ethernet/IP offers excellent compatibility with a wide range of PLCs and HMIs, making it a popular choice for factory-wide integration.
USB connections are primarily useful for configuration, diagnostics, and troubleshooting rather than real-time control.
RS-485 might seem old-school, but this reliable interface still has its place, especially when connecting to legacy equipment.
Software & Tuning Tools
The software ecosystem surrounding your 3 axis servo motor controller can make the difference between hours of frustration and smooth implementation:
Auto-tuning capabilities are worth their weight in gold. Instead of manually tweaking PID parameters, advanced controllers offer automatic tuning features that can dial in performance in a fraction of the time.
Look for controllers with sophisticated motion profiling options, particularly S-curve profiles. These provide smooth acceleration and deceleration, reducing mechanical stress on your industrial manufacturing spindle.
Controllers supporting standardized programming approaches like IEC 61131-3 languages or PLCopen motion control blocks will integrate more seamlessly with your existing automation systems.
Finally, robust diagnostic tools with real-time oscilloscope functions for monitoring position error, velocity, and current are invaluable for troubleshooting and optimization.
Implementation Challenges & Best Practices
Successfully implementing a 3 axis servo motor controller involves more than just selecting the right hardware. Here are key challenges and best practices to ensure optimal performance:
EMI Mitigation
Electromagnetic interference can wreak havoc on sensitive feedback signals and communication. Best practices include:
- Use shielded cables for encoder and motor connections
- Separate power and signal cables by at least 8 inches
- Implement proper grounding techniques, avoiding ground loops
- Consider ferrite cores on cable ends to suppress high-frequency noise
Thermal Design
Heat is the enemy of electronics reliability. Proper thermal management includes:
- Ensure adequate airflow around the controller
- Mount heat-generating components vertically to promote convection cooling
- Consider forced-air cooling for high-power applications
- Monitor temperature during commissioning to identify potential hotspots
Cable Routing
Proper cable management is essential for reliability and maintenance:
- Use cable trays with separate compartments for power and signal cables
- Maintain minimum bend radii (typically 10x cable diameter)
- Implement strain relief at connection points
- Use high-flex cables for moving parts
Closed-Loop Tuning
Achieving optimal performance requires proper tuning:
- Start with conservative PID values and gradually increase
- Tune loops in order: current loop first, then velocity, then position
- Use notch filters to address mechanical resonances
- Implement feed-forward terms to reduce following errors during motion
Typical Pitfalls When Commissioning a 3 Axis Servo Motor Controller
Even experienced engineers can encounter these common issues:
- Mis-wired Encoders: Always verify encoder phasing relative to motor direction.
- Unstable Gains: Excessive proportional gain can cause oscillation. If you hear motor “singing” or see position jitter, reduce your gains.
- Latency Mismatch: When the controller’s cycle time doesn’t match the fieldbus cycle time, timing issues can occur.
- Inadequate Power Supply: Undersized power supplies can cause voltage sags during acceleration.
- Resonance Issues: Mechanical systems have natural frequencies that can be excited by the servo system.
Safety & Compliance Checklist
Safety should never be an afterthought in motion control systems:
- Emergency Stop (E-Stop): Implement a hardwired E-Stop circuit that removes power from the drive stage.
- Safe Torque Off (STO): Modern servo drives include STO functionality that prevents the drive from generating torque.
- Over-Current Protection: Both software and hardware protection should be implemented.
- Regenerative Braking: Ensure proper handling of regenerative energy during deceleration.
- Limit Switches: Implement both software and hardware limits to prevent machine crashes.
- UL/CE Compliance: Ensure all components meet relevant safety standards for your region.
Frequently Asked Questions about 3 Axis Servo Motor Controllers
What’s the difference between servo and stepper multi-axis controllers?
If you’re weighing your options between servo and stepper systems, understanding their fundamental differences can save you headaches down the road.
3 axis servo motor controllers operate quite differently from their stepper counterparts. While both manage multiple motors, servos use closed-loop feedback from encoders to constantly monitor position. This real-time feedback loop makes servo systems incredibly precise and responsive to changing conditions. Steppers, meanwhile, can run without feedback (open-loop), though closed-loop steppers have gained popularity in recent years.
When it comes to performance, servo systems typically shine brighter. They deliver higher speeds, quicker acceleration, and more robust torque – making them ideal companions for industrial manufacturing spindles where precision is non-negotiable.
The tradeoff? Servo systems require tuning those PID parameters, which adds complexity compared to steppers’ plug-and-play nature. They also generally carry a higher initial price tag, though many users find the investment pays dividends through superior performance and efficiency.
How do I size power supplies for a 3-axis servo system?
Power supply sizing might not be the most exciting part of your project, but it’s definitely one of the most critical. Getting it wrong can lead to frustrating performance issues or even system failures.
Start by tallying the continuous power needs of all three axes, plus any auxiliary loads like brakes or cooling fans. But here’s where many folks go wrong – don’t stop there! You need to account for those moments when multiple axes might accelerate simultaneously. A good rule of thumb is sizing your power supply at 1.5-2 times your continuous power requirement.
Don’t forget about regenerative energy, either. When your motors decelerate, they essentially become generators, pumping energy back into your DC bus. You’ll need either a regenerative resistor (to dissipate this energy as heat) or a bidirectional power supply to handle this phenomenon.
Voltage selection matters too – higher voltages generally enable higher motor speeds, with 24V, 48V, and 72V being common in industrial applications.
Can I retrofit an existing CNC with a modern 3-axis controller?
Absolutely! Retrofitting can breathe new life into older CNC machines at a fraction of the cost of replacement.
First, check if your existing servo motors will play nice with new drives. Many modern 3 axis servo motor controllers work well with older motors, though you might need to adapt the feedback system.
Don’t overlook the mechanical side of things. Even the most sophisticated controller can’t compensate for excessive backlash or worn components. Take time to inspect and address mechanical issues before the electrical upgrade.
Be prepared for some rewiring work. Modern controllers typically use different connectors and signal levels than older systems.
Finally, consider your industrial manufacturing spindle. While your controller upgrade will improve positioning accuracy, your results will only be as good as your spindle allows. Many shops find that pairing their controller upgrade with a professionally rebuilt spindle creates the perfect combination of precision and reliability.
Conclusion
Choosing the right 3 axis servo motor controller isn’t just a technical decision—it’s an investment in your manufacturing future. As we’ve explored throughout this guide, these sophisticated devices serve as the central nervous system of your CNC machine, coordinating the precise movements that transform raw materials into finished products.
When making your selection for industrial applications, focus on these key considerations:
First, evaluate the performance-to-cost ratio carefully. While budget constraints are real, your controller fundamentally limits what your entire system can achieve. As one manufacturing engineer told us, “I’ve never regretted spending a bit more on control systems, but I’ve definitely regretted cutting corners there.”
Second, look beyond the hardware specs to the ecosystem surrounding the controller. Great software support, readily available spare parts, and compatibility with your existing infrastructure can make the difference between a smooth implementation and a frustrating one.
Third, don’t underestimate the value of supplier expertise and technical support. When you’re commissioning your system or troubleshooting an issue before a critical production run, responsive technical support becomes priceless.
Finally, consider future expandability. Manufacturing needs evolve, and selecting a 3 axis servo motor controller with room to grow—whether through additional axes, performance headroom, or firmware updates—can extend the useful life of your investment by years.
One aspect that’s easy to overlook: even the most advanced controller can’t compensate for mechanical issues in your industrial manufacturing spindle. Precision control requires precision mechanics—they work hand in hand.
At MZI Precision, we’ve seen how pairing a high-quality 3 axis servo motor controller with a professionally rebuilt spindle creates manufacturing magic. Our customers consistently report tighter tolerances, improved surface finishes, and reduced scrap rates after addressing both control and mechanical aspects of their CNC systems.
More info about industrial spindle services — MZI Precision can ensure your new 3 axis servo motor controller pairs perfectly with a rebuilt, like-new spindle for peak CNC performance.